
INSPECTION / REPAIR
B-55prose procedureCylinder bore measurement (continued)
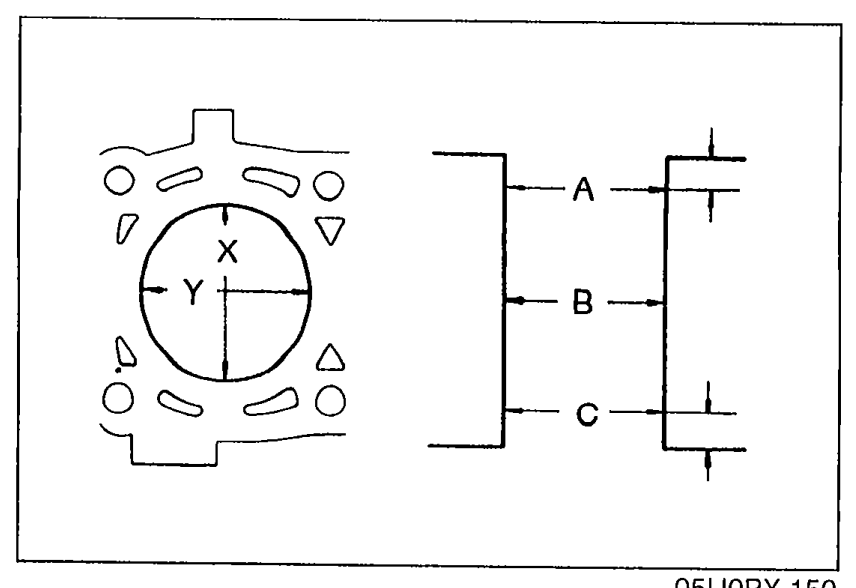
- 4Measure the cylinder bores in X and Y directions at three levels (A, B, and C) in each cylinder as shown.
 05U0BX-150
05U0BX-150
Cylinder bore
Standard
Diameter mm (in)78.006—78.013 (3.0711—3.0714)
0.25 (0.010) oversize
Diameter mm (in)78.256—78.263 (3.0809—3.0812)
0.50 (0.020) oversize
Diameter mm (in)78.506—78.513 (3.0908—3.0911)
CAUTION
The boring size should be based on the size of an oversize piston and be the same for all cylinders.
Cylinder bore conditional actions
- 1If the cylinder bore exceeds the maximum, rebore the cylinder to oversize.
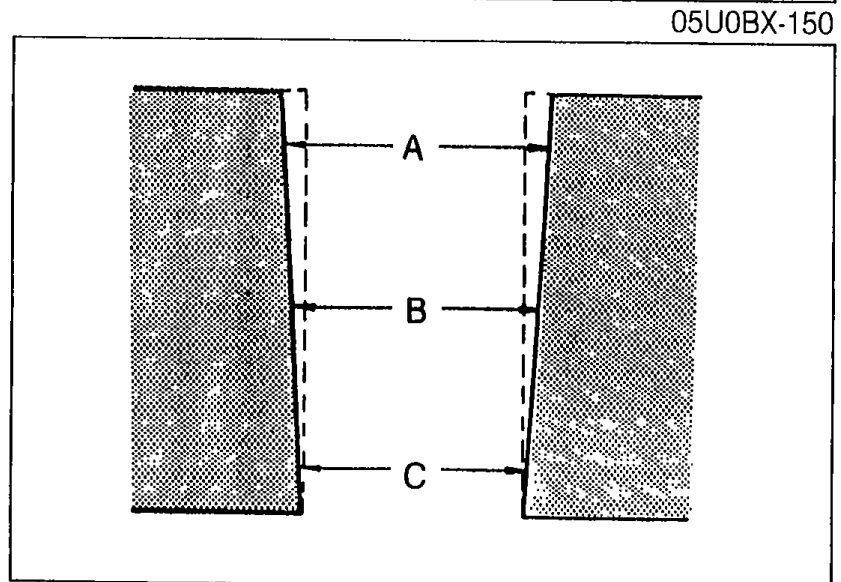
- 2If the difference between measurements A and C exceeds the maximum taper, rebore the cylinder to oversize.
 05U0BX-151
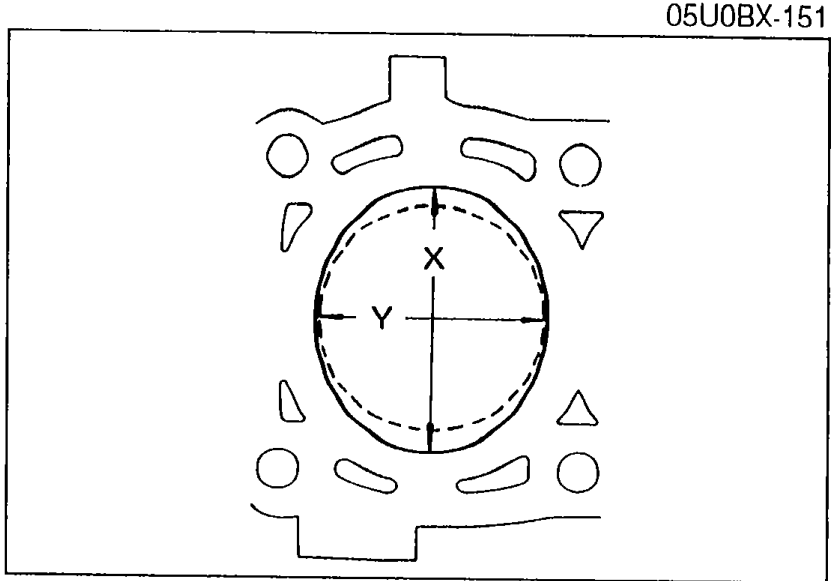
05U0BX-151 - 3If the difference between measurements X and Y exceeds the maximum out-of-round, rebore the cylinder to oversize.
 05U0BX-152
05U0BX-152
| Specification | Value |
|---|---|
| Tapermax. | 0.019 mm (0.0007 in)mm |
| Out-of-roundmax. | 0.019 mm (0.0007 in)mm |
Tapermax.
0.019 mm (0.0007 in)mm
Out-of-roundmax.
0.019 mm (0.0007 in)mm
Cylinder ridge removal
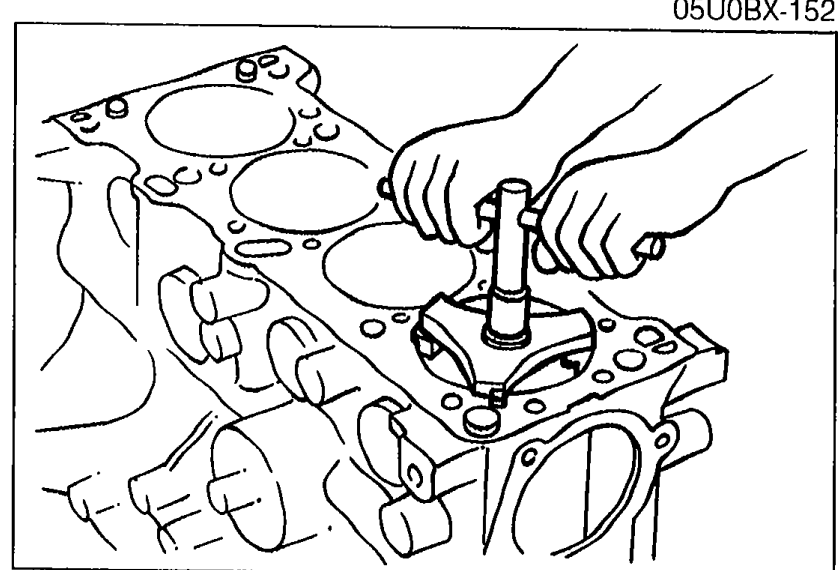
- 5If the upper part of a cylinder wall shows uneven wear, remove the ridge with a ridge reamer.
 05U0BX-153
05U0BX-153
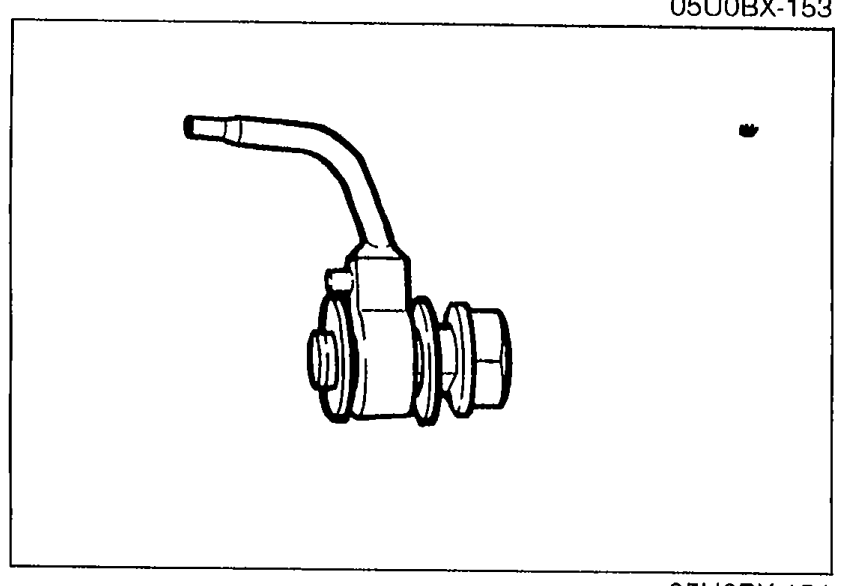
OIL JET
Oil jet inspection
- 1Push the check ball and verify that it moves smoothly.
 05U0BX-154
05U0BX-154 - 2Blow through the oil jet and verify that air flows.